陈文庆 王建超 刘华杰 高飞 张韧
(北京清大天一科技有限公司 102200 )
(《中国兽药杂志》 2010.44 ( 10 ): 37-41 )
【摘要】采用反应器全悬浮培养BHK21细胞生产口蹄疫病毒与微载体悬浮培养Vero细胞生产狂犬病毒分别与相应的转瓶培养工艺生产案例对比分析,比较悬浮培养工艺与转瓶培养工艺的生产效益。分析显示,与转瓶培养工艺相比,反应器悬浮培养工艺获得的细胞密度、病毒效价、产品的产量和质量明显提高,生产时的能耗和劳动力需求明显降低。结果表明悬浮培养工艺的生产效益明显高于转瓶培养工艺,适宜于国内生物制品工业化生产的升级换代。
【关键词】细胞培养;生物反应器;悬浮培养;微载体
细胞悬浮培养技术是指细胞在生物反应器中自由悬浮于培养液内生长增殖的一种培养方法。根据细胞是否贴壁,又分为全悬浮细胞培养和贴壁细胞微载体培养。国际上该项技术发展较快,已趋向成熟,是疫苗、抗体等生物制品生产的普遍生产工艺模式。
与转瓶培养技术相比,该工艺具有操作简单、产率高、容易放大等优点,本文结合口蹄疫病毒和狂犬病毒的生产,分别对细胞悬浮培养工艺与转瓶培养工艺的经济效益等进行了分析和分析。
1 全悬浮培养口蹄疫病毒与转瓶培养案例对比
高效、安全的病毒性疫苗是防止口蹄疫情发生的最有效方法。BHK21细胞是繁殖FMDV的理想宿主,早在1962年Capstick PB等就实现FMDV的悬浮培养[1]。1965年Telling, R.C.等实现在不锈钢发酵罐中悬浮培养BHK21细胞生产口蹄疫疫苗[2]。
目前国外(Intervet公司、Merial公司)普遍已经采用2000~5000L反应器悬浮培养BHK21细胞生产口蹄疫苗。本文就本公司自主研发的650L生物反应器和无血清培养基进行悬浮培养BHK21细胞生产口蹄疫疫苗与转瓶培养工艺进行比较和分析。
1.1主要材料
细胞株:BHK21贴壁细胞株(中国兽医药品监察所)
毒 株:FMDV-O型(某兽用疫苗企业)
培养基:低血清MEM培养基(产品代号MD611)、BHK21细胞无血清培养基(北京清大天一科技有限公司)
血 清:特级新生牛血清(杭州四季青生物工程材料有限公司)
仪 器:5L反应器(德国贝朗),120L和650LCLAVORUS®生物反应器(北京清大天一科技有限公司)
1.2实验方法
1.2.1转瓶培养BHK21细胞生产口蹄疫病毒
将复苏的BHK21细胞在T75培养瓶中使用低血清培养基(含5%牛血清)培养,连续传代扩增接种15L转瓶,37 ℃培养48小时,传代比例为1:8-1:10,按常规方法接种病毒及维持液,细胞病变90%左右收获病毒液。
1.2.2反应器全悬浮无血清培养BHK21细胞生产口蹄疫病毒
(1)贴壁细胞悬浮驯化培养:用BHK21细胞无血清培养基在恒温摇床或者方瓶中无血清驯化贴壁BHK21细胞,可采用直接驯化或者逐级降低血清驯化等方法,每代观察细胞数量和细胞活率,直至BHK21细胞在无血清培养基中的生长增殖速率正常,细胞活率达95%以上,并可连续稳定传代,说明细胞已适应无血清悬浮培养。
(2)反应器用种子细胞扩增:采用反应器罐倒罐逐级放大技术,细胞从摇瓶→5L反应器→120L反应器→650L反应器进行逐级放大培养。细胞培养方式为批培养,控制反应器各参数在正常范围:温度37.0 ℃、pH7.2~7.4、溶氧(DO)20~70%、搅拌转速50~150 r/min。
(3)反应器培养口蹄疫病毒:待650 L反应器中细胞达到一定密度,提高培养pH至7.5左右,按一定比例直接接种口蹄疫病毒进行病毒维持培养,控制温度、pH、DO、搅拌转速等参数在合适范围,在线无菌间隔取样判断细胞病变情况并检测病毒毒价(LD50,TCID50),确定收获的最佳时间。
1.3 细胞培养结果对比
分别对低血清培养基15L转瓶培养的贴壁BHK21细胞进行观察和细胞计数,反应器全悬浮培养的BHK21细胞取样进行数量和活率检测。培养条件和结果对比见表1。
结果显示,转瓶培养的BHK21细胞,培养48小时显微镜观察成致密单层,96小时细胞开始出现脱落死亡;反应器无血清全悬浮培养BHK21细胞48小时的细胞显微镜观察状态如图2,生长至96小时细胞密度可达5.4x106cells/ml,活率维持在94%左右。
从细胞数量比较,650L反应器培养一批的细胞数量相当于500~700个15L转瓶培养的细胞总量。
1.4 病毒培养效果对比
两种不同培养工艺,细胞在满足活力要求的基础上,以同等条件分别接种FMDV病毒,取样测定病毒毒价,结果见表2。
表2 转瓶和反应器全悬浮培养BHK21细胞病毒毒价对比
结果表明,无血清悬浮培养的口蹄疫病毒毒价(TCID50和LD50)检测不低于转瓶培养工艺。根据反应器低血清悬浮培养BHK21细胞生产口蹄疫完整病毒粒子(146S)检测较转瓶高10倍左右的情况[3],应用无血清悬浮培养工艺,杂蛋白含量更少,口蹄疫完整病毒粒子和口蹄疫疫苗质量均提高。
1.5 反应器和转瓶经济效益估算对比
依据培养BHK21细胞生产口蹄疫病毒工艺过程要求,从细胞密度、病毒毒价、产品效力、资源环境、劳动力等方面进行简单对比,借以一窥二者的经济效益差别。
按照目前培养BHK21细胞生产口蹄疫病毒质量要求,对悬浮无血清培养工艺的产能进行预估,一条5L-120L-650L的反应器生产线年生产病毒量约为2.1亿毫升,生产疫苗量约为4.2亿毫升。
2人狂犬病毒微载体培养与转瓶培养的对比
我国是受狂犬病危害最为严重的国家之一,近年报告狂犬病死亡人数均在2400人/年以上,一直位居我国各类传染病报告死亡数的前三位,根据有关国家成功控制狂犬病的经验,世界卫生组织提出倡议,到2020年消除人狂犬病[4]。我国距此倡议目标还有大量工作要做,国内也对人用和兽用狂犬病疫苗的生产做了大量研究工作。下面就120L反应器微载体培养Vero细胞生产狂犬病毒效果与转瓶培养工艺和培养效果比较分析。
2.1主要材料
细胞株:Vero细胞株
毒 株:aG株(细胞株和毒株均来自某人用疫苗企业)
培养基:低血清199培养基(产品代号MD504)、 Vero细胞反应器培养用培养基(产品代号MD505), 均来自北京清大天一科技有限公司
仪 器:5L反应器(德国贝朗)、120LCLAVORUS®生物反应器(北京清大天一科技有限公司)
血 清:特级新生牛血清(杭州四季青生物工程材料有限公司)
微载体:Cytodex 1 (美国GEHC)
2.2实验方法
2.2.1转瓶培养Vero细胞生产狂犬病毒
将复苏的Vero细胞在T75培养瓶中使用低血清培养基(含5%血清)培养,连续传代扩增至15L转瓶,传代比例1:4~1:5,每3天传代一次,培养细胞成良好单层换病毒维持液,按一定比例接种狂犬病毒进行维持培养,根据细胞病变维持情况进行连续收获病毒液3~4次。
2.2.2反应器微载体培养Vero细胞生产狂犬病毒
(1)种子细胞扩增:将复苏的Vero细胞在T75培养瓶中使用MD504培养基(含5%血清)培养3代,扩增至15L转瓶。消化收集转瓶细胞,接种5L反应器进行微载体培养,待微载体上细胞长满,反应器在线消化细胞后接种120L反应器进行微载体低血清培养基(MD505,含5%血清)培养,工作体积70L,微载体浓度5 g/L 。培养方式为灌流培养,控制反应器温度、pH、溶氧(DO)、搅拌转速、灌流速率等参数,定期在线无菌取样,观察细胞生长状况,细胞计数采用结晶紫-柠檬酸染色法[5]。
(2)反应器培养病毒:待120L反应器微载体细胞长满后按MOI=0.025~0.1的比例接种狂犬病毒,控制反应器温度在35℃、pH在7.4~7.6、溶氧(DO)在20~60%、搅拌转速在30~80r/min、灌流速率在每天0.5~2罐体积等,隔天无菌取样,观察细胞维持情况并留样检测病毒滴度(LD50),以确定维持液灌流速率及病毒收获方式。
2.3 细胞培养结果对比
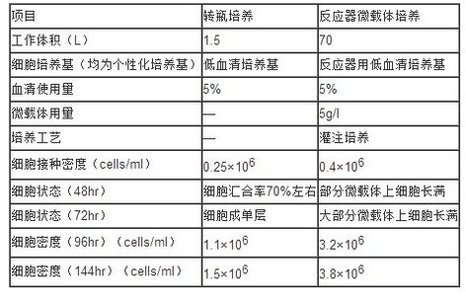
15L转瓶和反应器微载体培养Vero细胞,分别结合相应的低血清培养基,在培养不同时间对细胞的状态和细胞的数量进行观察,结果详见表4。
表4 转瓶培养和反应器微载体培养Vero细胞对比情况
图3转瓶低血清培养72hr,100X 图4 反应器微载体培养96hr,100X
结果显示,转瓶培养的Vero细胞,培养72小时左右显微镜下观察细胞成单层见图3,维持培养至144小时培养液pH值较低,培养液中出现部分漂浮细胞;反应器微载体培养的Vero细胞,培养96小时,微载体上细胞致密,轮廓清晰,显微镜观察照片见图4;维持培养6~7天,密度可达4.0×106cells/ml。单从细胞数量比较,1个反应器微载体培养(5g/L的Cytodex 1,培养体积70L)的细胞数量约相当于150~250个15L转瓶的数量。
2.4 病毒培养效果对比
两种不同的培养工艺,以同种条件分别接种狂犬病毒,转瓶培养的Vero细胞,接种病毒3天左右开始进行第一次病毒液收获,此后隔2天左右进行再次收获,共收获3次;反应器培养细胞接毒2~3天开始收获病毒液,连续收获10天以上。收获取样测定病毒滴度见表5。
表5 转瓶培养和反应器微载体培养Vero细胞生产狂犬病毒滴度对比
结果表明,反应器微载体培养的狂犬病毒滴度不低于转瓶培养工艺。本次实验转瓶收获体积为4.5~5 L/瓶,反应器微载体悬浮培养的收获体积1000L左右,反应器收获病毒液的量相当于200个15L转瓶左右的生产量。
2.5反应器和转瓶经济效益估算对比
采用两种不同的培养工艺,反应器微载体培养和转瓶培养Vero细胞狂犬病毒经济效益估算对比见表6:(按照一条5L~120L反应器微载体培养生产线与15L转瓶生产线进行对比)。
表6 反应器微载体培养和转瓶培养Vero细胞狂犬病毒经济效益对比
采用反应器微载体培养,可实现高细胞密度、高病毒收获率、污染机会低、生产工艺可控性强,工业应用效果与国内辽宁成大[6]相符。此外,中国医学科学院李平忠等2006年对反应器微载体和转瓶培养Vero细胞生产狂犬病毒进行对比试验研究,结果显示,每升培养体积,反应器工艺生产的疫苗数量是转瓶工艺生产的19倍,生产效率和产品质量明显提高[7]。
3 讨论
上述实验对比表明,与转瓶培养工艺相比,悬浮培养技术的最大优势在于:第一、单位体积内有效工作细胞数量增加;第二、全密闭、管道化系统生产流程及过程自动化监控、控制技术,不仅减少了污染细胞的机会,而且在减轻劳动力强度的同时减少人为操作因素影响;第三、生物反应器容积的扩大,提升了终端产品的均一性,结合后期纯化工艺,不但产品产量明显提高,产品的质量获得提高;第四、生产疫苗所用劳动力和车间、水、电、原材料、能源等成本远低于传统转瓶培养工艺,综合成本大大降低。
因其具有上述特点,国内悬浮培养工业化生产虽起步较晚,但已显示出其明显的优势。新工艺技术的应用,使企业在生产效益、产品质量和竞争力等方面明显提高。在人用疫苗方面,辽宁成大引进的微载体悬浮培养人用狂犬疫苗;在兽用疫苗方面,金宇保灵采用自主的国产技术实现悬浮培养的口蹄疫疫苗等。悬浮培养工艺开始在生物制药行业引发一定的效应,疫苗生产企业已经开始并越来越关注新工艺。此外随着人民生活水平、生活质量的提高及近年来疫情的出现,国内生物制品市场出现供不应求的现象,国内生物制药行业具有良好的发展态势。但是,与此同时国内生物制品行业面对较大的挑战,国外的大规模培养技术已广泛用于生物制药生产,生物制药巨头开始通过合作或是收购等方式侵入中国,染指国内市场,与国内企业产生不可避免的竞争。
面对机遇和挑战,国内疫苗生产企业要想在引进新工艺-悬浮培养产业化上确保成功率,快速实现产业化,应该复制或学习国外通用模式。产业化不同于科研的百花齐放,国内疫苗生产企业应与悬浮培养技术研发单位加强合作,如合同制造外包(CMO )和合同研发外包(CRO)直接引进大规模生产技术,抢占市场先机,规避研发风险,缩短产业化进程,这是当前国际上生物制药研发快速实现产业化的趋势。因此,在中国目前的生物制药环境下,新工艺技术研发和应用更需要整合行业力量、包括上下游力量,共同完成,避免重复性研究,提高竞争力。
4 展望
面对国内国际形势,对于疫苗生产企业,实现由转瓶培养到生物反应器培养的工艺改革是必然的趋势,也是我国生物疫苗行业发展的当务之急。这不仅关系企业的核心竞争力,还决定着整个行业的科学、可持续发展。国内生物制品行业面对国外的竞争应该早日与国际接轨,快速实现行业升级和产业进步,并早日实现新技术的引进、消化和吸收,最终进一步创新,提高我国生物制品行业的国际竞争力。
参考文献
[1] Capstick PB, Telling RC, Chapman WG. Growth of a Cloned Strain ofHamster Kidney Cells in Suspended Cultures and Their Susceptibility tothe Virus of Foot-and-Mouth Disease [J]. Nature, 1962, 195:1163-1164.
[2] T.R. Doel. FMD Vaccines [J]. Virus Research 91, 2003, :81-99
[3] 悬浮培养技术[EB/OL, 2010-07-28],http://www.Jinyubaoling.com.cn/gsdtnr/xfzt3.html
[4] 中国狂犬病防治现状[EB/OL],http://www.sda.gov.cn/WS01/CL0619/43765.html, (2009-12-03)
[5] Hu W S,Meier J,Wang D C.A Mechanistic Analysis of the InoculumRequirement for the Cultivation of Mammalian Cells onMicrocarrier[J/OL].Bicehem Bioengt,1985,27:585~595
[6] 查力,高军,侯剑英。生物反应器细胞培养制备人用狂犬病疫苗[J]。中国生物制品学杂志,2006,19(3):288-290
[7] 李平忠,沈伟,余芬。用微载体培养Vero细胞制备狂犬疫苗[N]。第三军医大学学报,2006,28(23):2374-2376